Contrôle des joints plats
La qualité et la satisfaction sont au cœur de notre métier. Nous mettons un point d’honneur à établir le contrôle de nos joints plats réalisés au sein de notre production d’Etrechy (91).
Tout un procédé est mis en place afin de vérifier la conformité des joints plats que nous livrons à nos clients.
Retrouvez l'intégralité de ce processus afin de mieux comprendre nos exigences en therme de contrôle qualité.
La commande client de joints plats d'étanchéité
A la réception de la commande de notre client, nous établissons avec ce dernier les points essentiels de contrôle :
- Dureté
- Epaisseur
- Diamètre intérieur
- Diamètre extérieur
- Homologation
- Matière
Toutes ces données seront prises en compte lors des différentes étapes de contrôle des joints plats destinés à notre client.

Création de la référence du joint plat

Après validation des différents points de contrôle avec notre client, nous attribuons à ce joint plat d’étanchéité un code article unique afin de l'identifier facilement, d’améliorer le traitement des futurs commandes client et permettre une traçabilité optimale sur cette référence de joints.
Ce code est rattaché à un groupe matière, correspondant au jet de matière utilisé pour la conception de ces joints plats.
Les différents points de contrôle définis avec le client sont rattachés à l’article afin qu’ils soient vérifiés lors du lancement de chaque nouvelle production.
Par la suite un ordre de fabrication est généré afin d'indiquer au service production de lancer la conception de l’échantillon de joints plats que l’on utilisera par la suite pour le contrôle.
Production et contrôle du joint plat
Une fois l’ordre de production généré, l’échantillon est produit en respectant les points évoqués avec le client lors de sa commande. Il va subir une batterie de tests afin de vérifier si les exigences client sont respectées. Diamètres intérieur et extérieur, dureté, épaisseur et aspect général du joint plat, tout est minutieusement contrôlé avant le lancement de la série complète.
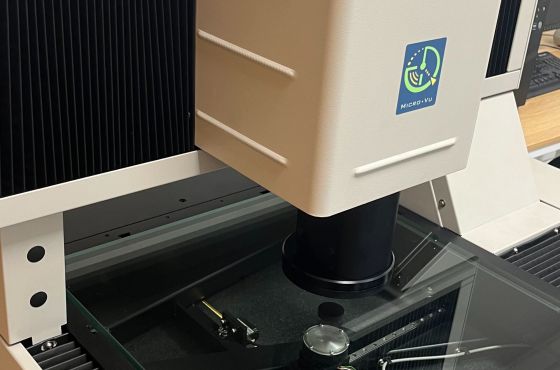
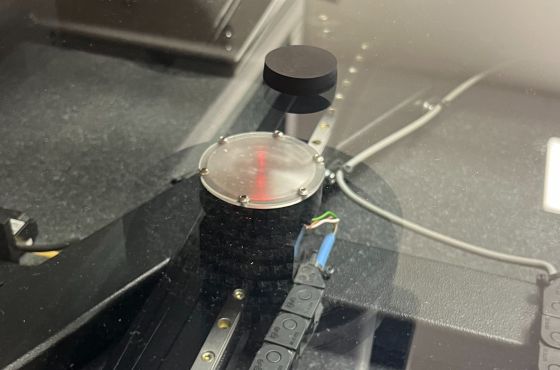
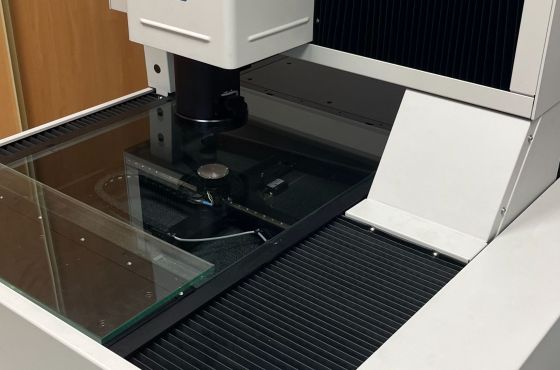
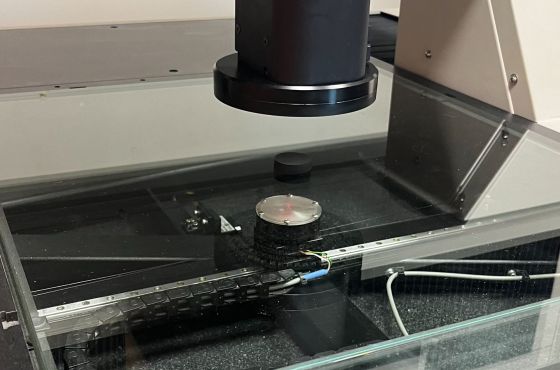
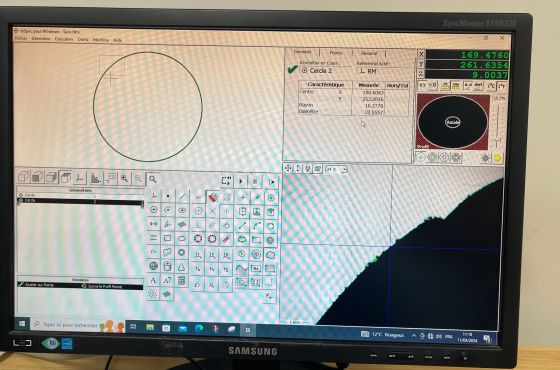
Le contrôle dimensionnel
Une fois notre joint plat produit, il est analysé à l’aide d’une MicroVu.
Cet appareil permet de réaliser une étude tridimensionnelle de notre pièce test. Tous les axes du joint plat sont contrôlés (axe X / axe Y / axe Z).
La MicroVu réalise tous ces contrôles à l’aide d’une caméra et d’un laser afin d'obtenir un résultat précis allant jusqu’au micron.
La MicroVu nous édite ensuite un rapport détaillé afin que nos techniciens comparent les résultats obtenus lors de la conception du joint plat test, au besoin final de notre client.
Sans la validation de cette étape cruciale, la production de la série finale ne peut être lancée
Le contrôle de dureté

Une fois les dimensions analysées et validées par un technicien, notre joint plat test va subir un deuxième examen, tout aussi important, celui du contrôle de dureté.
Il passera un test dans un duromètre électronique qui nous permettra d'obtenir une valeur précise sur la dureté de notre joint plat test.
Le principe du duromètre est simple, le joint est positionné au centre de l’appareil afin que le bras de contrôle vienne comprimer le joint de haut en bas.
Ensuite le duromètre affiche le résultat précis sur la dureté de notre joint plat test. Cette donnée est exprimée en shore A.
Lancement en production et expédition
Maintenant que notre joint plat test est conforme aux attentes de notre client, nos techniciens valident la production de la série complète.
Un opérateur de production est chargé de configurer notre machine de découpe en respectant les mêmes réglages que ceux utilisés lors de la réalisation de notre joint plat test.
Il s'assure aussi qu’aucun élément extérieur ne vienne perturber la production dans sa globalité.
A la fin du procédé de découpe, un technicien choisit au hasard un nombre de joints plats d’étanchéité (ce nombre varie en fonction de la quantité de joints plats commandée par le client) afin qu’ils subissent de nouveau le processus détaillé ci-dessus.
Le processus de contrôle de nouveau terminé, l’opérateur de production retire le surplus de matière délicatement afin de ne pas altérer la qualité des joints plats destinés au client.
